Шабер – замысловатое применение простого инструмента. Шабер для чего нужен
Шабер – узнаем его особенности и принцип использования! + видео
С виду ничем не примечательный инструмент – слесарный шабер – считается очень необходимым в большинстве сфер производства, где требуется доведение поверхности до идеальной гладкости. Что же это за приспособление и как им пользоваться, узнаем чуть ниже.
Что означает необычное слово шабрение?
Слово это обозначает как раз процесс использования выше названного инструмента. Как поговаривают бывалые слесари, работа это не из легких и требует ювелирной точности, скрупулезности, терпения и, конечно же, умения. Навык приходит не сразу, и много деталей остается подпорченными, прежде чем молодой слесарь освоит эту хитрую операцию, а она, кстати, занимает практически 20 % всех задач в слесарном деле. Так что в обход ее никак не обойдешь. О требуемой сноровке можно судить по тому, что за один проход можно удалить максимум 0,7 мм металла, а при среднем усилии и вовсе уйдет не более 0,03 мм.

Заключается шабрение в том, что снимается с обрабатываемой детали еле видный верхний слой. Чаще всего, работают с металлом, хотя нередко встречается такой же прием и при обработке дерева, но с этим более послушным материалом можно работать и другими режущими инструментами, достигая гладкой поверхности. С металлом же не все так просто, и только шабрение дает действительно нужный результат. Шабер по металлу способен снять даже почти неощутимые шероховатости, которые мешают трущимся поверхностям осуществлять стабильную работу механизмов.
После такой обработки детали могут идеально плотно прилегать друг к другу, хорошо взаимно смазываться и не терять смазку. Снятие тонкого шероховатого слоя дает возможность идеально подогнать размер детали под требующийся.
Набор шаберов есть в каждом слесарном цеху, такие инструменты необходимы даже при изготовлении поверочных приспособлений для придания им до скрипа гладкой поверхности. К тому же, успешно обработать можно и криволинейную поверхность, правда, задача эта еще сложнее и требует соответствующей квалификации и опыта, особенно, если в арсенале только ручная модель приспособления для шабрения. Так ровняются детали различных приборов, направляющие станков, и даже подшипники можно привести в идеальную форму с помощью таких инструментов.
Виды шаберов – чем может удивить такой простой инструмент?
Виды шаберов выделяют по нескольким критериям. Например, по конструкции можно разделить приспособления на цельные и составные. Про разницу между ними догадаться не сложно. Несмотря на внешнюю простоту, существуют различия и по форме кромки, которой осуществляется непосредственная работа. Так, выделяют плоские (самая простая форма – прямая пластина), фасонные (пластина имеет форму детали, которую планируется обрабатывать) и трехгранные. Также существуют разные количества режущих граней, их может быть две (двухсторонние инструменты для шабрения) или одна (односторонние).
Как видно, составных частей у данного режущего приспособления не много, но и в них можно заблудиться. А если осмотреться в современном строительном магазине, то вы увидите, что кроме этих критериев есть и еще один существенный нюанс – привод. Да-да, сегодня работать можно не только руками, вернее, контролировать все равно придется ими, но вот напрягаться вам не нужно, потому что есть уже другие виды инструментов – пневматический, электрический шабер по металлу и ручной, конечно же. Рабочая поверхность всех подобных приспособлений делается из углеродистой стали для инструментов, обычно это марки У10-У13, реже – из какого-нибудь твердого сплава.
Как выбрать тот самый шабер из огромного набора?
Как видим, выбор велик, но как же определиться, какой из предложенных инструментов взять для работы? Если перед вами стоит задача выровнять поверхность плоского предмета или детали, то вполне подойдет прямолинейное приспособление, количество режущих кромок может быть любое, приложитесь той, которая вам больше понравится. Если нет прямолинейного, то для этой задачи сойдет и криволинейный. Основная составляющая успешной работы – правильная заточка режущей кромки, геометрия в таких случаях определяется тем, насколько грубой планируется обработка, т.е. сколько нам надо снять миллиметров материала, также от твердости этого материала и от угла расположения режущей кромки относительно поверхности, которую обрабатываем.

Обычно угол заточки равняется 90-100°, работать так легче всего. Но если вам предстоит только черновая стадия обработки, то угол может составить от 75°, когда же производится уже отделочная стадия, угол берется максимальный – 100°. Что же касается материалов, то для мягких металлов можно заточить инструмент даже на 35-40°, а вот для стали нужен угол 75-90°, а если перед вами чугун или бронза, то приготовьте приспособление с заточкой под 90-100°. Выбирая ширину и радиус скругления для вашего режущего приспособления, опирайтесь также на твердость обрабатываемого материала и на требование к чистоте работы. Правило такое: при высокой твердости и чистоте шлифовки режущая кромка должна быть узкой (черновая стадия – до 3 см, а отделочная – 1,2 см) и с малым радиусом закругления.

Для особых случаев, например, для криволинейной работы по обработке подшипников, берут трехгранный инструмент, причем затачивают его на 60°. А если работы предстоит много, и она довольно разномастная, то потребуется очень много приспособлений в наличии, тогда проще использовать составной инструмент для шабрения. В нем можно просто менять пластины, причем делается это элементарно, лишь открутив зажимной винт. В некоторых случаях слесари делают не совсем стандартный вид такого инструмента – в виде кольца. Им намного удобнее шлифовать круглую деталь.
Учимся пользоваться инструментом для шабрения
Много узнав о данном процессе и инструменте, пора посмотреть, как пользоваться шабером.

Как пользоваться инструментом для шабрения - пошаговая схема
Шаг 1: Оценка и подготовка поверхности
Важно взвесить степень несовершенства вашего объекта шабрения. Если есть грубые царапины и забоины, или износ почти достиг отметки 0,5-1 мм на площади в 1 мм2, то нужна сначала более грубая обработка, например, строгание и фрезерование. Следует острые кромки по краям поверхности затупить напильником, а потом замерить зазор поверочного инструмента, например линейки, относительно поверхности. Приложив ее к детали, вы не должны обнаружить зазор выше 0,05 мм, иначе нужна еще одна предварительная грубая обработка.
Шаг 2: Окрашивание поверхности
Берется поверочная плита, по ней проходятся краской, оставляя тонкий слой. Будущую "подопытную" деталь кладут поверхностью, которую предстоит шабровать, и тянут по плите. Все выпуклости, которые вам и нужно будет потом удалить, окрасятся. Краски имеют особую рецептуру, вариантов много, но, чаще всего, это машинное масло с лазурью или синькой. Ожидаемое требование – отсутствие крупных частиц в краске, идеальное состояние поверочной плиты. Проверять деталь на краску придется много раз за шабрение, только последняя чистовая стадия будет производиться уже "на блеск".
Шаг 3: Шабрение
Осуществлять данный шаг следует с хорошо заточенным и заправленным инструментом. После небольшого шабрения следует опять проверять состояние поверхности, причем наносить краску на поверочную плиту нужно каждый раз все более тонким слоем. При работе заготовку не ленитесь хорошо закреплять в тисках или других приспособлениях. Если деталь маленькая, то делать это стоит осторожно, используя какие-нибудь прокладки под тиски. Шабрение нужно делать равномерно, а значит, двигаться следует во всех направлениях. Причем начинать с удаления больших пятен, заканчивая малыми.

remoskop.ru
Шабер – что это такое и как правильно выполнить шабрение металла
Шабер – это инструмент для финишной обработки деталей, путем скобления снимающий тонкий слой материала, до 0,01 мм. Его используют в слесарных работах для зачистки металла перед пайкой или сборкой ответственных конструкций, реже – для шлифовки деревянных изделий. Шабрение производят после черновой обработки напильником или резцом. В ходе операции поверхность проверяют, прикладывая к поверочной пластине, покрытой тонким слоем краски. Неровности, покрывшиеся краской, скоблят повторно.
Существует две разновидности шаберов: для металлических деталей и строительные. Шаберы по металлу производят из стали инструментального типа, устанавливая в паз на корпусе твердосплавные стальные пластинки. Габаритные размеры и углы заточки меняются в зависимости от материала и механизма обработки исходного изделия, а также от угла постановки инструмента к обрабатываемой плоскости.

Снимает тонкий слой металла
Форма поверхности под шабрение ↑
Рабочая поверхность инструмента может быть плоской, с тремя гранями или фасонной под определенную задачу.
Плоский шабер – орудие для взаимодействия с прямыми поверхностями и шабрения острых уголков. Годится для мягких металлов вроде алюминия, баббита. По конструкции может быть односторонним или двухсторонним – последний служит дольше. Длина инструмента с режущей частью по одной стороне – до 250 мм, двухстороннего – до 400 мм.
Ширина различается по методу шабровки:
- 5-10 мм – для высокоточной обработки;
- 12-20 мм – под шабрение небольшой точности;
- 20-30 мм – для грубого чернового соскабливания.

Плоский механический усиленный «скребок»
Угол затачивания – 65-75⁰ для черновой обработки, 90⁰ – для чистовой; ширина действующей режущей части – 1-3 мм.
Трехгранный шабер применяют для выскабливания внутренних поверхностей цилиндрических деталей. Виды инструмента:
- с прямым кончиком;
- выгнутый.

Трехгранная рабочая часть шабера с желобками
Длина – 70-100 мм, оптимальный угол затачивания – 60⁰. На рабочей части выпилены желобки для облегчения заточки.
Фасонный шабер – орудие с резцом, выточенным под заданную форму. Справляется с труднодоступными гранями и уголками детали. Обычно конструктивно он разборный — рукоятка и несколько пластинок различных форм толщиной около 2 мм.

Фасонный шабер-ноготок
Ручка и рабочая часть шабера ↑
Цельным шабером можно шлифовать поверхности только под заданным углом. Для обработки другого материала или сложной неровности требуется перезаточка или смена оборудования. Производители предлагают инструменты со сменными пластинками-вставками, позволяющие избежать лишних операций. Чтобы соскоблить угол после ровной поверхности, надо только сменить насадку.
Универсальный шабер – это сборное орудие, которое состоит из пяти частей:
- корпус металлический;
- ручка из дерева или металла;
- держатель из металла;
- винт зажимной;
- сменная пластинка из инструментальной стали.

Конструкции составных инструментов
Пластинка ставится в зажимной механизм корпуса и закручивается винтом, который может быть расположен снаружи на корпусе либо внутри рукоятки. В последнем случае винт закручивают поворотом ручки по часовой стрелке, а ослабляют – против.
Рационализаторы научно технической сферы, в частности С.Г. Кононенко, разработали усовершенствованную конструкцию, также разборную. Она состоит из рукоятки, корпуса и сменной пластины, но крепление осуществляется без помощи винта. На конце пластинки есть хвостовик, напоминающий раздвоенный хвост ласточки. Он надежно закрепляется в пазе и позволяет снимать пластинку за пару секунд без усилий.
Степени автоматизации инструмента ↑
Автоматизация оборудования ускоряет строительство и работу с металлом. Шабрение – продолжительный и трудоемкий процесс. Сегодня единственный инструмент, который обеспечивает скорую шабровку – это электрический шабер.
Применяется для:
- снятия остатков краски;
- удаления пластов штукатурки;
- отскребания застывшего клея для плитки;
- удаления следов цемента и стяжки.

Модель строительного агрегата
Строительный электрошабер не используют для шлифовки металла – его применяют исключительно в строительстве. Это устройство с корпусом в виде цилиндра, внутри которого установлен двигатель. Насадка движется по принципу «вперед-назад», начиная работу в момент, когда ее плотно прижимают к обрабатываемой поверхности, что обеспечивает точность шлифовки.
Порядок работы с электроинструментом:
- Прочно закрепите заготовку в тисках.
- Включите прибор в сеть и задайте скорость перемещения насадки в зависимости от материала заготовки.
- Плотно прижмите рабочую часть к поверхности заготовки.
- Не меняя нажима, постепенно продвигайте инструмент вперед.
Существует три типа насадок:
- узкая;
- широкая;
- шпатель;
- стаместка по дереву.

Результат работы шабером
Широкие используют при обработке обширных поверхностей, узкие – для зачистки труднодоступных мест, шпатели – для деликатных поверхностей. Шпатели и стаместки различаются по ширине, как и обычные насадки.
Шабровка в домашнем строительстве не предполагает предварительной подготовки поверхностей, а вот шабрение металла в промышленных условиях требует сноровки.
Чтобы работать инструментом своими руками, нужно знать, что такое шабрение, – это порядок операций, выполняемых последовательно.
- Смажьте пластинку для контроля шабровочной краской – смесью сажи и моторного масла.
- Приложите деталь, требующую шабровки, к пластинке и плавно проведите ей вперед-назад.
- Посмотрите на пятнышки, возникшие на поверхности. Белые говорят об отсутствии краски и обозначают самые глубокие места, черные – о наличии краски и обозначают среднюю глубину, серые – наличие выступов, требующих шабрения.
- Подготовьте отточенный инструмент и начинайте соскабливать неровности. Держите шабер под углом 30-40⁰, делайте движение вперед с нажимом, а назад возвращайтесь спокойно. Начинайте с длинных штрихов – от 20 мм, и медленно сокращайте амплитуду – до 5 мм. Двигайте инструмент в разные стороны – штрихи должны скрещиваться под углом 45⁰.
- По завершении шабрения протрите деталь и повторите окрашивание. Уточните чистоту шлифовки с помощью контрольного квадрата.
Механика шабрения
Контрольная рамка 25х25 мм позволяет определить, насколько глубоко выполнена шабровка. Для этого приложите рамку к детали и посчитайте число пятен внутри нее:
- 5-6 – грубо;
- 7-10 – чисто;
- 11-14 – точно;
- от 22 – ювелирно.
Как выбрать шабер в зависимости от поверхности:
- прямой – для обтачивания краев;
- фасонный – для гнутых деталей;
- узкий – для твердых сплавов и материалов;
- широкий – для скобления мягких материалов;
- радиусный – для плоских поверхностей.
Угол заточки острия шабера:
- стандартный – 60-70⁰;
- для бронзы и чугуна – около 100⁰;
- для мягких сплавов – 40⁰.
Механизм шабрения зависит от типа поверхности. Порядок обработки детали с плоскими поверхностями:
- Прокатайте деталь по поверочной пластинке, выявите неровности.
- Выполните предварительную обработку инструментом с длинной режущей кромкой. Начинайте от края детали. Разбейте все круглые пятна краски пополам, а овальные – на несколько частей.
- Прокатайте деталь по поверочной пластине повторно.
- Выполните чистовую обработку шабером с короткой кромкой – до 15 мм.
Подготовка к шабрению
Шабрение металла заключается в снятии неровностей с поверхностей металлических деталей.
Существует два приема шабрения:
- от себя, когда инструмент установлен под углом 25⁰, а нажим осуществляется при движении вперед;
- на себя, когда рабочее движение – перемещение инструмента назад.
Второй прием более производительный – при работе от себя на поверхности остаются зазубрины и шероховатости, на устранение которых требуется время.
Механизмы шабровки:
- черновая – со сменой направления, длина хода инструмента – 2-3 см;
- получистовая – узким инструментом, длина хода – 0,5-1 см;
- чистовая – шабером шириной от 5 до 12 мм, длина хода – 0,3-0,5 мм
- перекрестная – короткими штрихами с пастой ГОИ.
Паста ГОИ – вещество, способствующее улучшению эффективности шабрения.

Точильный брусок для заправки
Хитрости работы:
- Используйте дисковый инструмент для обработки больших поверхностей. Чтобы сделать его самостоятельно, закрепите заточенный отрезной диск в державке. Когда одна грань затупится, переверните диск и продолжайте манипуляции.
- Выбирайте цельный шабер, изготовленный из твердой инструментальной стали типа ШХ15. У разборного рукоятка может быть выполнена из углеродистой стали.
- Механизированный шабер ускоряет процедуру шлифовки в 15-20 раз.
Купить достойный шабер не составит труда, но имея в хозяйстве подручные материалы, вы можете сделать инструмент, идеально подходящий для собственных нужд.
Простейший в домашних условиях ↑
Простейший слесарный шабер можно изготовить своими руками при наличии одной лишь твердосплавной пластинки для рабочей части.

Готовое изделие
Необходимые инструменты и материалы:
- четырехгранный пруток 15х15;
- быстросменная пластинка Т5К10;
- болт с шайбой;
- наждачная бумага;
- болгарка;
- тиски.

Пропиленные прорезь и паз
Последовательность действий для изготовления:
- От прутка болгаркой отпилите часть длиной 25-30 см. Это будущий корпус.
- Зажмите корпус в тисках и выполните отрезным кругом болгарки пропил вдоль на глубину 2-3 см.
- Сделайте замер режущей пластинки и выпилите в прутке паз под нее глубиной около 0,5-1 см.
- Поперек просверлите отверстие под зажимной болт.
- Зачистите все срезы наждачной бумагой и установите пластинку в паз.
- Закрутите болт отверткой или шестигранником.

Установка пластинки в корпус
Сложный инструмент на станках ↑
При наличии станков и электрооборудования можно изготовить своими руками шабер сложной конструкции.

Шабер с прикрепленной рукояткой
Инструменты и материалы:
- шаберная пластина
- фрезерный станок;
- токарный станок;
- стальной пруток 2х1,5 см;
- стальной стержень диаметром 0,5 см.

Выточенные детали: основание, крышка и стержень с резьбой
Последовательность изготовления:
- Из металлического прутка выточите основание под пластину и крышку.
- В основании инструмента просверлите поперечное отверстие для крепления крышки на винт.
- На кончике стального стержня вырежьте резьбу, а в крышке и основании шабера просверлите продольное отверстие аналогичного диаметра. Нарежьте внутреннюю резьбу.
- Закрепите стержень на основании.
- Выточите из дерева рукоятку – можете использовать ножку от обыкновенного стула.
- В рукоятке просверлите отверстие и установите внутрь стержень шабера.
- Рукоятку можете дополнительно усилить металлическим кольцом, предварительно выточив его из мягкого металла.

Инструмент в сборе

Кольцо в начале рукоятки крупным планом
Временное приспособление из напильника ↑
Шабер из напильника стоит мастерить только тогда, когда другого материала под рукой нет. Напильник для качественного скребка должен быть достаточно широким – около 8-10 мм и изготовлен из твердого материала. Оптимальная длина инструмента совпадает с длиной ладони или значительно больше. Рукоятка удобная, хорошо лежит в руке, не травмируя ладонь при работе.
Последовательность изготовления:
- Заточите рабочую кромку напильника под пластинку шабера. Для снятия большого припуска выточите ровную линию, для чистовой шабровки – округлую.
- С помощью бруска или электрического наждака заточите инструмент так, чтобы с одной стороны образовалась насечка 1 см, торец стал плоским, а с боков образовались скругления.

Узкий напильник – основа для шабера
Следующим этапом заправьте инструмент алмазной пастой на абразивном бруске, например, F120:
- Закрепите брусок на рабочей поверхности.
- Установите шабер торцом на брусок и проведите им по направлению к себе несколько раз, пока не сточатся мелкие неровности.
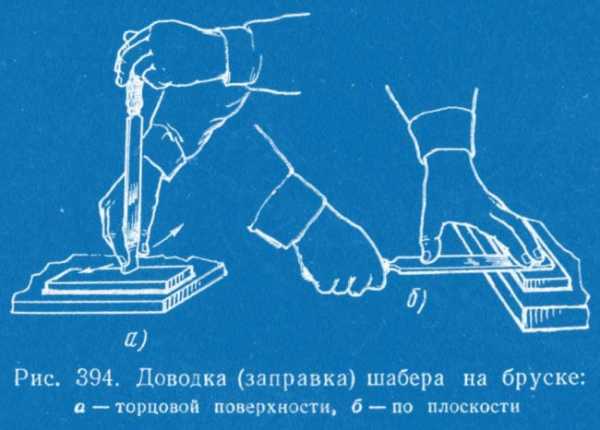
Схема заправки шабера
Если в процессе работы инструмент будет скользить, заправьте его повторно.
Чтобы зачистить поверхность от грязи или неровностей либо зашлифовать слой металла до однородной гладкой текстуры, используйте шабер – что это такое, вам теперь известно. Выбирайте инструмент согласно типу обрабатываемой поверхности и требованиям к итоговой шероховатости материала.
strmnt.com
ШАБЕР - это... Что такое ШАБЕР?
шабер — ШАБЁР, шабры мн. шабр, шабрёнок, ·умалит., вост., сиб., тамб., ряз. сябер, сябр, ·стар. сосед. Мы с шабром дружно живем. У шабров, в шабрах, по соседству дома, или деревни, в околотке. Нет шабра купил бы его, есть шабер убил бы его! Шабёрка,… … Толковый словарь Даля
Шабер — (нем. Schaber, от schaben скоблить), металлорежущий инструмент в виде металлического стержня с режущими кромками на конце. В графике шабер употребляется для выравнивания зернистой металлической доски при гравировании в технике меццо тинто … Художественная энциклопедия
шабер — и шабёр. В знач. «режущий инструмент для выравнивания, очистки поверхности металла, дерева и т. п.» шабер, род. шабера; мн. шаберы, род. шаберов и в профессиональной речи шабера, шаберов. После штамповки детали обрабатываются шабером. В знач.… … Словарь трудностей произношения и ударения в современном русском языке
ШАБЕР — ШАБЁР и сябёр, шабра, муж. (обл.). Сосед. Пойти в шабры (к соседям). || Товарищ по какому нибудь делу. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
ШАБЕР — ШАБЁР и сябёр, шабра, муж. (обл.). Сосед. Пойти в шабры (к соседям). || Товарищ по какому нибудь делу. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
Шабер — I шабёр м. местн. 1. Сосед. 2. Товарищ по какому либо делу. II ш абер м. 1. Слесарный инструмент с остро заточенными режущими кромками, предназначенный для выравнивания металлических поверхностей и выскребания рисунков на литографическом камне и… … Современный толковый словарь русского языка Ефремовой
Шабер — I шабёр м. местн. 1. Сосед. 2. Товарищ по какому либо делу. II ш абер м. 1. Слесарный инструмент с остро заточенными режущими кромками, предназначенный для выравнивания металлических поверхностей и выскребания рисунков на литографическом камне и… … Современный толковый словарь русского языка Ефремовой
шабер — сущ., кол во синонимов: 10 • лещ (8) • межак (2) • оплеуха (24) • … Словарь синонимов
шабер — 1. Слесарный инструмент для шабрения в виде заострённого с одной стороны прямоугольного или трёхгранного бруска с рукояткой. 2. Ручная машина с приводом для механизации шабрения. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
Шабер — – 1. Слесарный инструмент для шабрения в виде зострённого с одной стороны прямоугольного или трехгранного бруска с рукояткой. 2. Ручная машина с приводом для механизации шабрения. [Захаров Б. В., Киреев В. С, Юдин Д. Л. Толковый словарь по… … Энциклопедия терминов, определений и пояснений строительных материалов
dic.academic.ru
это ... Описание технологии. Шабер слесарный
Слесарные мероприятия, направленные на обеспечение гладкости поверхностей различных материалов, представляют целую группу операций. К ним можно отнести распространенные техники шлифования, пропиливания, резки и полировки. Объединяет эти методы доводки поверхностей применение абразивов с той или иной степенью и конфигурацией зернистости. Во многом с ними схоже, но имеет и принципиальные отличия шабрение. Это техника, позволяющая с высокой точностью получить гладкую поверхность заготовки, что в дальнейшем позволит мастеру обеспечить ее плотное сопряжение с другими материалами.
Общие сведения о технологии
Операция чаще всего используется применительно к металлу, но в некоторых случаях схожими методами обрабатывают пластиковые и деревянные поверхности. Суть технологии заключается в ликвидации выраженных выпуклостей на изделии. То есть с помощью специального инструмента обеспечивается притирка неровностей. Для понимания степени точности стоит отметить, что высота снимаемого слоя рассчитывается в микронах. С точки зрения управления операцией, шабрение – это механический ручной, но не автоматизированный процесс. В нем используется слесарный инструмент, но машины и станковые механизмы пока не имеют широкого использования в этой сфере. Особенностью метода является то, что он используется и в работе с нестандартными округлыми поверхностями, где требуется учет уклона радиальности. К примеру, это могут быть криволинейные и цилиндрические изделия.

Подготовка к шабрению
Использование шабрения обусловлено задачами получения высокоточной в плане гладкости поверхности. Поэтому применение специализированного инструмента для достижения такого результата при работе с материалами, имеющими грубую поверхность, себя не оправдывает. Соответственно, заготовки изначально проходят этапы первичной зачистки, а также шлифования и даже полировки. Востребованность последних операций определяется тем, с какими параметрами реализуются конкретные слесарные работы и, в частности, шабрение. Опытные мастера практикуют использование поверочных деталей. Это заготовки, которые являются образцовыми для получаемого изделия. Также на этом этапе должна быть готова вспомогательная оснастка, с помощью которой оператор будет осуществлять отдельные технологические действия. Например, может применяться специальное грунтующее масло или краска.

Техника шабрения
После выполнения подготовительных обрабатывающих действий первым делом на рабочую поверхность наносится специальная краска. Ее задача заключается в обозначении притирочного рисунка, а также в выявлении наиболее выдающихся на поверхности участков. Иногда большие площади зонируют на отдельные участки в зависимости от сложности их доведения до нужного состояния. Так или иначе, по сформированному рисунку и производится шабрение. Это означает, что обработка ведется не по сплошной площади, а в некотором смысле точечно. Эффективность и качество получаемого среза определяются и частотой, с которой производится зачистка. После того как запланированный объем среза был выполнен, мастер производит еще одно покрытие поверхности краской, которая вновь выявляет выпуклости и неровности. Таким образом производится контроль качества шабрения. К слову, цикл операции может повторяться несколько раз в зависимости от того, насколько каждый сеанс приближает поверхность заготовки к образцу.

Технические параметры шабрения
И в случае обработки плоских поверхностей, и в доводке криволинейных изделий технология позволяет получить гладкость с припуском неровностей порядка 0,002 мм при длине 1000 мм. Например, площадка размером 25 х 25 мм2 может иметь до 30 обработанных краской пятен на выходе. Количеством пятен также определяет уровень точности шабрения. Тонкими считаются поверхности, на которых присутствует свыше 22 пятен. И напротив, грубым будет считаться изделие, на поверхности которого присутствует не более 6 пятен. Опять же, количество обработанных краской оставшихся островков будет рассчитываться на площади 25 х 25 мм2. В зависимости от этого параметра определяются и виды шабрения – между тонким и грубым срезом также выделяют точную и чистовую доработки. Какой в конкретном случае следует получить результат – это зависит от технического задания. Не всегда требуется обеспечение тонкого среза с наличием 30 пятен. Иногда для выполнения требований к герметичности достаточно и грубой обработки. Но грубое шабрение нельзя сравнивать с аналогичной характеристикой при шлифовании – в обоих случаях речь идет о разных порядках высоты оставшихся выпуклостей.

Применяемый инструмент
В классическом исполнении шабер представляет собой металлический стержень, обеспеченный режущими кромками. Важной особенностью устройства является основа, выполненная из инструментальной углеродистой стали. Благодаря таким сплавам шабер слесарный эффективно работает с большинством металлических изделий. Также некоторые модели могут снабжаться специальными пластинами-насадками, отличающимися разными свойствами – соответственно, оснастка подбирается под конкретные задачи.
Уже отмечалось, что преимущественно шабрение осуществляется ручным инструментом. Этот способ позволяет получить высокоточный качественный результат, но имеет минус – это операция трудоемкая, требует немалых физических усилий. Поэтому, если особых требований к качеству не предусматривается, используют пневматические и электрические шабровочные станки. Механизированное шабрение деталей из-за отсутствия возможности регулировки оказываемого давления на поверхность не всегда дает точную обработку, но зато выгодно отличается от ручного метода скоростью выполнения операций.

Плюсы и минусы технологии
Главный недостаток шабрения заключается в затратности и сложности процесса. Это одна из самых хлопотных слесарных операций, к которой прибегают лишь в особых случаях. Причем даже ручная техника, предполагающая использование простого по устройству инструмента, будет недешевой из-за необходимости применения расходного материала в виде шаберной краски. К достоинствам, которых все же немало у данного метода обработки, можно отнести получение высокоточного среза. Аналогичный эффект не могут обеспечить другие слесарные работы (за исключением технологичного оборудования для шлифования и полировки). Но и в этом случае будут иметь место те же недостатки – шлифовальные машины с повышенной производительностью действуют по иному принципу и не всегда способны достичь схожего качественного уровня среза. И это не говоря о затратах на само оборудование, которое по цене может превосходить пневматические и электрические шаберы.
Где применяется шабер слесарный?
Практика показывает, что шабрение в профессиональной сфере выполнения слесарных работ занимает порядка 20% от всех операций. Тем не менее, ниша, в которой используется выпускаемая таким образом продукция, довольно ограничена. В основном шаберы используют в процессах изготовления деталей для станков, машин, промышленного оборудования и т. д. Важно не забывать, что шабрение – это способ получения высокоточных в показателях гладкости поверхностей. Причем сами поверхности могут быть и криволинейными. К примеру, качественные подшипники с оптимальными радиальными плоскостями можно получить только таким способом.

Заключение
Сложность доведения металлических поверхностей до состояния, при котором на них будут отсутствовать даже видимые глазу неровности, определила и высокую ответственность самого исполнителя. Дело в том, что самая качественная операция (шабрение) предполагает ручную доработку, напрямую зависящую от навыков мастера. Опытный слесарь должен учитывать в процессе работы массу нюансов. К ним можно отнести и подбор шаберной краски, и применение той или иной частоты хода инструмента, и другие тонкости, которые определят достоинства конечного результата.
fb.ru
Шабер и шабрение — всё о них.
Шабер и осуществляемая с помощью него операция, называемая шабрением, применяется с целью обеспечения плотного прилегания поверхностей сопрягаемых деталей. Это довольно трудоёмкая и специфичная слесарная операция, позволяющая довести (или восстановить) сопрягаемые плоскости различных деталей до идеала и тем самым достичь точности различных станков и оборудования, а также нормального сопряжения трущихся между собой деталей.
В этой статье, рассчитанной больше на новичков, я очень подробно опишу такой инструмент как шабер, все его типы, его правильная заточка и доводка, а также будет описано, как грамотно произвести шабрение, припуски на шабрение, точность шабрения, контроль качества, шабрение направляющих станин станков и многие другие нюансы.
Для начала давайте рассмотрим какие бывают шаберы и для чего они применяются.
Шабер — для чего он, какие они бывают и другие нюансы.
 С помощью этого инструмента производится такая операция как шабрение, которая, как я уже говорил, применяется для обеспечения плотного прилегания трущихся деталей различных механизмов и станков. Шабрение, при умелых действиях, позволяет получить точность поверхности от 0,003 до 0,01 мм (подробнее о процессе шабрения я напишу ниже).
С помощью этого инструмента производится такая операция как шабрение, которая, как я уже говорил, применяется для обеспечения плотного прилегания трущихся деталей различных механизмов и станков. Шабрение, при умелых действиях, позволяет получить точность поверхности от 0,003 до 0,01 мм (подробнее о процессе шабрения я напишу ниже).
За один проход с помощью шабера можно снять слой металла толщиной примерно 0,005 — 0,07 мм. А при среднем давлении на инструмент, толщина снимаемого металла (стружки) как правило не превышает 0,01-0,03 мм. При чистовом шабрении и малом давлении на инструмент, как правило снимается очень тонкая стружка, толщиной всего 0,002 — 0,005 мм
По форме режущей части шаберы делятся на плоские, фасонные и трёхгранные. А по числу режущих кромок (граней) шаберы бывают односторонние и двухсторонние. Ниже мы рассмотрим эти нюансы более подробно, но прежде следует сказать, что заводские шаберы изготавливают из углеродистой инструментальной стали марки У10А или У12А. После изготовления, их подвергают закалке до твёрдости HRC56-64.
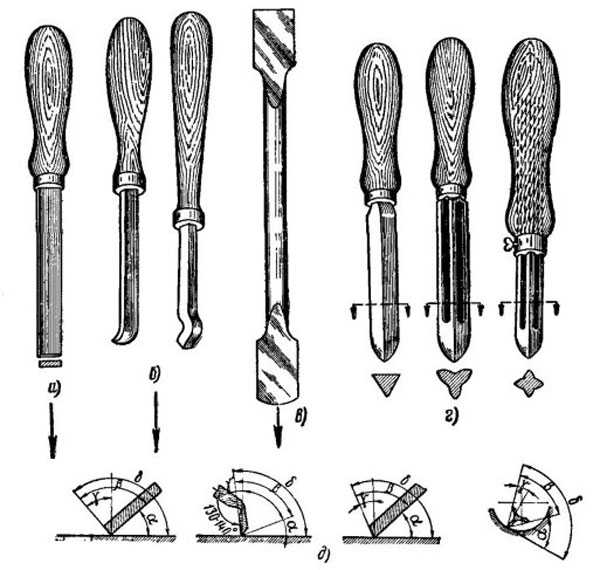
Плоские шаберы. Наиболее распространены и их применяют для шабрения плоских поверхностей (станин металорежущих станков и т.п.), открытых плоскостей, а так же различных пазов, канавок и других полостей, которые не имеют криволинейных поверхностей.
Шаберы: а — плоский односторонний, б — с изогнутым концом, в — двухсторонний (с плоским и закруглённым концом), г — трёхгранный, д, е — фасонные (трёх и четырёхгранные).
В зависимости от числа режущих концов плоские шаберы бывают двухсторонними и односторонними — с рукоятками на втором конце (см. рисунок 1) и двухсторонними.
Важные рекомендации. Следует помнить, что важное значение имеет форма режущей кромки (лезвия) у шабера. Наиболее распространённой и рациональной является немного выпуклая (полукруглая) форма лезвия (см. рисунок 1 в, и фото выше).
При изготовлении инструмента и заточке полукруглой режущей кромки, саму кромку (лезвие) советую очерчивать и изготавливать с дугой радиуса примерно 30-40 мм — это если вы будете производить получистовое шабрение. Для чистового шабрения рекомендую изготавливать (затачивать) полукруг лезвия с чуть бóльшим радиусом — примерно 40 — 55 мм.
Основное преимущество шаберов с полукруглой режущей кромкой, перед плоской режущей кромкой в том, что при отсутствии закругления у кромки лезвия, шабер в работе снимает металл всей плоскостью режущей кромки (всем лезвием) и от этого придётся применять большее усилие, но не это главное.
А то, что при недостатке опыта и при малейшем отклонении (вправо-влево) плоской режущей кромки инструмента, острые углы плоского лезвия врезаются в металл и вызывают появление глубоких царапин на обрабатываемой поверхности деталей.
На полукруглой форме лезвия ещё и углы закруглены (это хорошо видно на самом первом фото выше, где показаны закруглённые сменные пластинки) и таким инструментом невозможно сделать глубокие царапины даже при недостаточном опыте, поэтому я рекомендую новичкам работать только с полукруглой формой режущих пластинок.
Плоскую форму лезвия шабера рекомендуется использовать только при грубом шабрении, и при этом советую изготавливать режущее лезвие более широким, для повышения производительности труда и уменьшения возможности отклонить инструмент вправо-влево (конечно же если поверхность имеет большую площадь и позволяет подлезть более широкому инструменту).
А при получистовом шабрении ширину лезвия уменьшают, а если недостаточно опыта (или при чистовом шабрении), лучше всего использовать шаберы с полукруглой заточкой, или с односторонней радиусной заточкой (см. рисунок 1).
Трёхгранные и фасонные шаберы. Этот инструмент (см. рисунок 1 г,д,е, а так же рисунок 2 в, г) изготавливают прямыми и изогнутыми и применяются они как правило для шабрения криволинейных поверхностей, ну например отверстий в подшипниках скольжения (вкладышей — об этом ниже) и других деталей, которые не имеют плоских поверхностей.
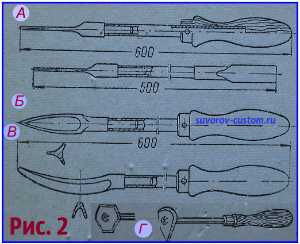
фасонные и составные шаберы : А — составной плоский, Б — трёхгранный прямой, В — трёхгранный изогнутый, Г — фасонный.
Отличия каждого инструмента хорошо видны, если посмотреть с его торца и с боку (см. рисунок 1 и 2).
Фасонные шаберы ещё бывают в виде стальных закалённых пластинок (и сменных тоже), которые закреплены с помощью гайки на конце стержня с рукояткой (рисунок 2 г).
А форма и размеры режущей пластинки такого инструмента (см. рисунок 2 г) конечно же зависит от размеров и формы фасонных поверхностей, которые подлежат шабрению.
Составные шаберы. Они как правило отличаются меньшим весом, по сравнению с другими типами шаберов. Например плоский шабер длиной 40 см имеет вес чуть больше 450 грамм, а составной шабер при длине в 60 см весит примерно 350 — 370 грамм.
Форма режущей части у составных шаберов бывает плоской (см. рисунок 2) трёхгранной прямой и трёхгранной изогнутой (и двухгранной тоже). Следует отметить, что составные шаберы отличаются большой чувствительностью, хорошо пружинят (имеют хорошую упругость) и поэтому ими удобно работать и регулировать толщину снимаемого слоя металла.
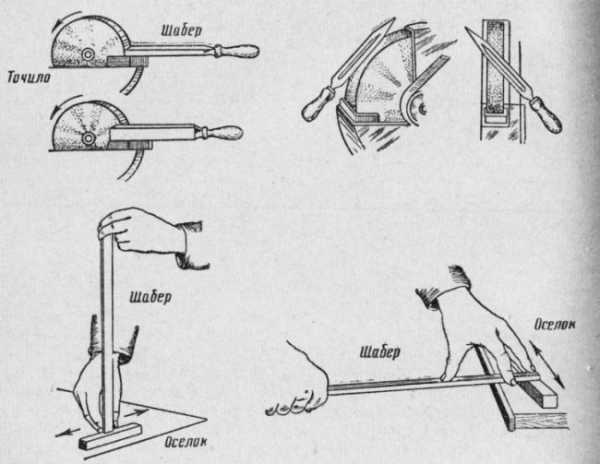
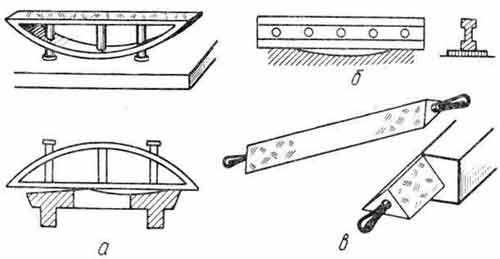
Шаберы- кольца (кольцевые). Эти инструменты изготавливают из обойм изношенных конических роликовых подшипников, при помощи заточки их на шлифовальных кругах (позиция А на рисунке 3) и далее доводят их торец на мелкозернистом или алмазном круге (позиция Б на рисунке 3).
шаберы-кольца: А — заточка на точильном станке, Б- доводка, Г — шабрение вкладыша кольцевым шабером.
Применяют их как правило для шабрения вкладышей — позиция В на рисунке 3 (о шабрении вкладышей ниже) и для других криволинейных поверхностей.
Шаберы со сменными режущими пластинками. Это сейчас наиболее распространённые инструменты из-за их удобства и преимуществ перед другими типами и такой тип показан на самом верхнем фото и на рисунке 4 ниже. Основное преимущество — это конечно же возможность быстрой смены режущих пластинок, которые изготавливают из различных твёрдых сплавов.
Составные шаберы (со сменной пластинкой) l — основные части шабера, ll и lll — способы крепления пластинок.
А возможность быстрой смены пластинок позволяет подобрать инструмент (в зависимости от формы пластинки) практически для всех целей и задач и для разных обрабатываемых поверхностей. К тому же при затуплении пластинки её всегда можно заменить, если пока нет заточного станка.
Ну и ещё один немаловажный аргумент состоит в том, что пластинку нужной формы несложно изготовить самостоятельно, например из какой то старой дисковой фрезы, ножовочного полотна и других подобных (плоских) инструментов, изготовленных из быстрорежущей стали или твёрдых сплавов.
Но сейчас уже можно купить и качественные заводские пластинки от зарубежных фирм (см. самое первое фото вверху) или найти советские пластинки, отличного качества.
Инструмент для шабрения со сменными режущими пластинками и способы закрепления этих пластинок показаны на рисунке 4 (и самом верхнем фото).
Шабер с радиусной заточкой. Такой инструмент показан на рисунке 5 а, и основное отличие его от других типов в том, что режущая часть 1 затачивается по некоторому радиусу, что существенно облегчает шабрение, так как такой инструмент требует приложения гораздо меньших усилий (чем при шабрении плоским шабером).
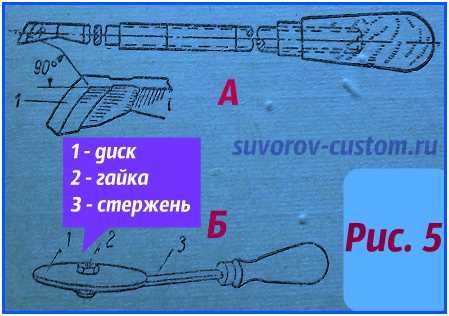
Шабер с радиусной заточкой и дисковый шабер
Радиус закругления делаем примерно 30 — 40 мм для предварительного шабрения, и 40 — 55 мм для окончательного.
Дисковый шабер показан на рисунке 5б и как видно там, режущая часть у такого инструмента выполнена в виде стального диска из закалённой (или быстрорежущей) стали. Такой инструмент применяется для шабрения широких плоскостей и его можно изготовить самостоятельно из маленькой дисковой фрезы, если сточить её зубья и затем довести кромку диска на заточном станке.
Диск имеет наружный диаметр примерно 50-60 мм, при толщине 3-4 мм и как правило крепится с помощью гайки 2 к концу стержня 3 инструмента. А в случае затупления режущей кромки инструмента, следует всего лишь немного провернуть диск, ослабив гайку 2, затем зажать её и можно продолжать работу не затупившимся участком. Разумеется, когда затупится вся режущая кромка диска, то его снимают и производят заточку на круглошлифовальном станке.
Заточка и доводка шаберов.
Заточку этого инструмента производят на заточных станках (о станках подробно вот здесь) и кто знаком с заточкой и доводкой токарных резцов (о заточке резцов подробно вот тут) то без проблем сможет заточить практически любой шабер. В этом деле важно правильно выбрать угол заточки и заточить под нужным углом режущие грани инструмента.
А углы заточки режущих граней (кромок) следует выбирать в зависимости от материала обрабатываемых деталей, а также от характера работ. Режущими кромками плоских шаберов являются их торцовые рёбра. На рисунке 6 показаны углы заточки плоского шабера в зависимости от обрабатываемого материала, а также там указаны углы (углы установки), под которыми следует держать инструмент при работе.
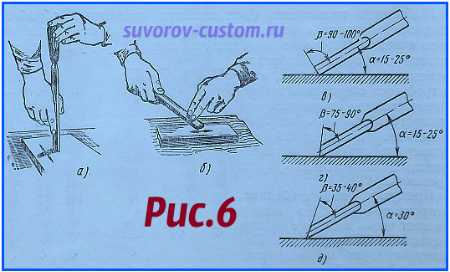
Углы установки шабера и его доводка:а — доводка торца шабера, б — доводка боковой поверхности шабера;Углы заточки шабера для шабрения: в — чугуна и бронзы, г — стали, д — мягких сплавов.
Так для шабрения деталей из чугуна и бронзы угол заточки равен 90-100°, для шабрения стали как правило делают угол заточки равным 75 — 90° (чем мягче сталь, тем угол меньше), ну а для шабрения деталей из мягких металлов угол заточки составляет всего 35-40°.
Кроме рисунка 6, рекомендуемые углы заточки, в зависимости от обрабатываемого материала, показаны в таблице. Кроме того, там указаны углы заточки трёхгранных шаберов, а также указаны углы установки инструмента при работе и углы резания.
Наиболее распространена заточка инструмента под углом заострения в 90°, так как в основном шабрение используют для восстановления направляющих металлорежущих станков, у которых направляющие изготовлены из чугуна. При угле заточки в 90° и установки инструмента под углом 15-25º, угол резания будет составлять примерно 105-125º.
При таком угле резания инструмент довольно легко снимает металл и при этом не слишком врезается в него, ну и не проскальзывает. Ну и как я уже говорил, наиболее распространённой и рациональной формой заточки лезвия является радиусная форма.
ТАБЛИЦА рекомендуемых углов режущей части плоских и трёхгранных шаберов.
Угол установки инструмента может быть и значительно больше(75-80°) при работе методом на себя, но об этом подробнее ниже, в разделе «практика шабрения».
Практика заточки и доводки шаберов.
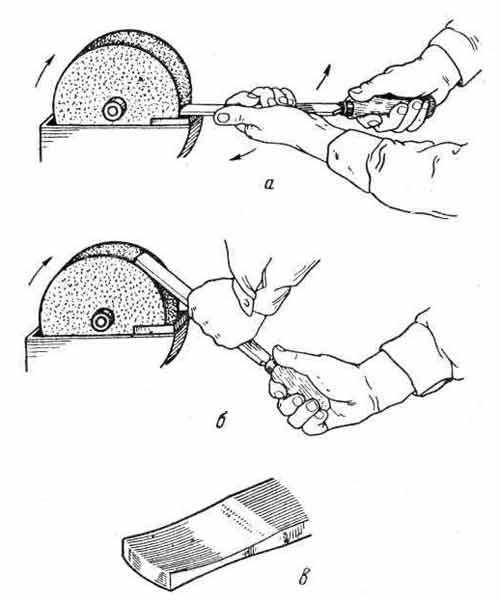
Как было сказано выше, заточку режущих поверхностей инструмента производят на заточных станках, шлифовальным кругом (о заточных станках и о различных шлифовальных кругах ссылка выше). У плоских шаберов следует сначала затачивать боковые грани, и только после этого затачивают торцовую поверхность инструмента. Ну и после этого выполняется доводка, которая осуществляется вручную на чугунной плите, покрытой мелким абразивным порошком или пастой.
При доводочных операциях инструмент ставят в строго вертикальное положение (см. рисунок 6а выше) и сначала доводят (заправляют) торцовую режущую грань (двигая грань инструмента по плите вперёд-назад, с небольшим нажимом), при этом важно держать инструмент строго вертикально. Ну а после уже доводят боковые грани (см. рисунок 6б) двигая инструмент по чугунной плите вправо-влево (указано стрелкой на рисунке).
Если производить доводку инструмента в последовательности, описанной мной выше, то это позволит получить наиболее острые грани режущей кромки, при этом на инструменте не будет завалов от доводки торцовой грани. При интенсивной работе заправку (правку, доводку) шаберов как правило необходимо заново производить через пару часов интенсивной работы.
А после четырёх или пяти заправок инструмент необходимо заново заточить и довести. Хотя это конечно же примерные данные и всё зависит от качества и твёрдости материала режущей пластинки инструмента, ну и от твёрдости обрабатываемой детали.
Процесс шабрения, точность и контроль качества.
Шабрение — это окончательная отделочная обработка поверхностей деталей, с помощью соскабливания (снятия) с нужных участков очень тонкого слоя материала, с помощью шабера, подробно описанного выше. Шабрение применяется в тех случаях, когда нужно обеспечить очень точное соприкосновение поверхностей трущихся деталей и получить плотное прилегание поверхностей сопрягаемых деталей, ну и придать деталям точные формы и размеры.
Эта операция часто используется для восстановления плотного прилегания трущихся поверхностей деталей металлорежущих станков (например направляющих станины и суппорта) и восстановления точности под изношенных станков.
Припуски на шабрение должны быть небольшими, так как было сказано выше, в процессе шабрения инструментом снимается очень тонкая стружка, толщиной всего 0,002 — 0,005 мм. Ну и конечно же припуски зависят от длины и ширины обрабатываемой поверхности (или от диаметра и длины обрабатываемого отверстия).
Ниже приведены величины припусков на шабрение в миллиметрах, в зависимости от длины и ширины плоскостей и отверстий:
- Ширина обрабатываемой поверхности — до 100 мм, а длина — от 100 до 500 мм ——припуск составляет 0,10 мм.
- Ширина обрабатываемой поверхности- до 100 мм, а длина — от 500 до 1000 мм —— припуск составляет 0,15 мм.
- Ширина обрабатываемой поверхности- до 100 мм, а длина — от 1000 до 2000 мм —— припуск составляет 0,15 мм.
- Ширина обрабатываемой поверхности- до 100 мм, а длина — от 2000 до 4000 мм —— припуск составляет 0,15 мм.
- Ширина обрабатываемой поверхности- до 100 мм, а длина — от 4000 до 6000 мм —— припуск составляет 0,15 мм.
- Ширина обрабатываемой поверхности- 100 -500 мм, а длина — от 100 до 500 мм —— припуск составляет 0,15 мм.
- Ширина обрабатываемой поверхности- 100 -500 мм, а длина — от 500 до 1000 мм —— припуск составляет 0,20 мм.
- Ширина обрабатываемой поверхности- 100 -500 мм, а длина — от 1000 до 2000 мм —— припуск составляет 0,25 мм.
- Ширина обрабатываемой поверхности- 100 -500 мм, а длина — от 2000 до 4000 мм —— припуск составляет 0,30 мм.
- Ширина обрабатываемой поверхности- 100 -500 мм, а длина — от 4000 до 6000 мм —— припуск составляет 0,40 мм.
- Ширина обрабатываемой поверхности- 500 -1000 мм, а длина — от 100 до 500 мм —— припуск составляет 0,18 мм.
- Ширина обрабатываемой поверхности- 500 -1000 мм, а длина — от 500 до 1000 мм —— припуск составляет 0,25 мм.
- Ширина обрабатываемой поверхности- 500 -1000 мм, а длина — от 1000 до 2000 мм —— припуск составляет 0,30 мм.
- Ширина обрабатываемой поверхности- 500 -1000 мм, а длина — от 2000 до 4000 мм —— припуск составляет 0,45 мм.
- Ширина обрабатываемой поверхности- 500 -1000 мм, а длина — от 4000 до 6000 мм —— припуск составляет 0,50 мм.
Поверхности деталей, предназначенных для шабрения заранее подготавливают на строгальных, фрезерных или шлифовальных станках, ну а поверхности малых деталей опиливают вручную сначала крупным (драчёвым), а затем мелким (личным) напильником.
Разумеется это не относится к поверхностям станков (направляющих станин и суппортов) которые изнашиваются и их необходимо восстановить с помощью шабрения (на тему восстановления направляющих станины и суппорта станков я как нибудь напишу отдельную статью — статья уже написана и находится вот тут и желающие могут кликнуть на ссылку и почитать). Хотя некоторые станки (их направляющие) восстанавливают сначала шлифованием, но конечно же всё зависит от степени выработки поверхностей и от возможностей ремонтной мастерской.
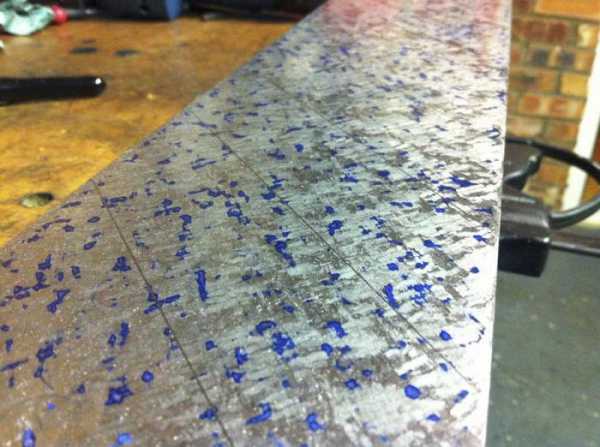
Перед шабрением поверхности ещё нужно обработать (снять) острые кромки, по всему периметру обрабатываемой поверхности детали. Далее потребуется поверочная плита, которая тщательно протирается чистой ветошью и затем на неё наносится равномерный тонкий слой краски, которая представляет из себя смесь моторного масла и порошка сажи или лазури (берлинская лазурь), которые следует измельчить настолько, что бы между пальцами вообще не ощущалось даже мелких зёрен (в качестве измельчителя можно использовать кофемолку).
Для получения ровного и равномерного слоя, подготовленную краску наносим с помощью холщовой тряпки, причём краску наносим с внутренней стороны тряпки. И выступая через поры тряпки, краска при движении по поверхности плиты тряпки, покрывает плиту тонким и равномерным слоем.
Теперь следует тщательно очистить поверхность детали чистой ветошью и наложить деталь на смазанную краской плиту. Ну и далее остаётся с лёгким нажимом на деталь, сделать два-три круговых движения по плите, после чего осторожно отделить деталь от поверочной плиты и рассмотреть поверхность детали. Окрашенные пятна на поверхности детали означают выступающие участки, которые нужно снять с помощью шабрения.
Точно так же проверяются и сопрягаемые детали станков, например салазки суппортов и направляющие станин, только вместо плиты краской намазываем специальную линейку, например ШД — 630 (ГОСТ 8026) и прикладываем её на направляющие станины, по которым движется суппорт станка (или намазываем краской одну из сопрягаемых плоскостей продольных и поперечных салазок суппорта). Как я уже говорил — эта темя для отдельной статьи и я её обязательно напишу (уже написал и ссылка на статью чуть выше), так как она довольно актуальна.
Практика шабрения.
Сам процесс шабрения заключается в постепенном снятии металла с окрашенных мест (окрашенные места означают выпуклости, а не окрашенные — впадины). Для начала приступаем к так называемой «разбивке» больших пятен, при которой сильными движениями шабера снимаем (соскабливаем) стружку с выпуклых (окрашенных) мест.
Далее поверхность детали очищаем от стружки и вновь производим проверку на краску, описанную мной выше, и после этого заново повторяем процесс шабрения, соскабливая металл с выпуклых мест. А когда пятна на поверхности будут располагаться равномерно, заканчиваем «разбивку» и приступаем к увеличению количества пятен , соскабливая вновь появляющиеся (после проверки на краску) окрашенные места.
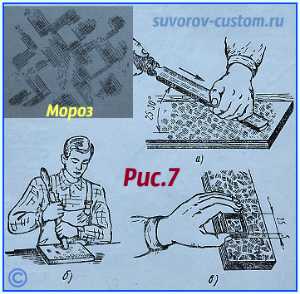
Практика шабрения — а — установка шабера, б — шабрение на себя, в — проверка точности шабрения.
Разумеется, что каждое последующее снятие металла (стружки) будет способствовать уменьшению высоты неровностей, которые будут делиться на несколько менее высоких выпуклостей, а общее их количество будет с каждым разом увеличиваться, при этом направление рабочего хода инструмента каждый раз следует изменять, но об этом чуть позже.
В процессе шабрения шабер удерживаем правой рукой за ручку (если Вы правша), и устанавливаем его под нужным углом по отношению к обрабатываемой поверхности детали (об углах, в зависимости от твёрдости материала, я написал выше и показал на рисунке 6). Ну а левой рукой нажимаем на инструмент (см. рисунок 7а) примерно чуть ниже его середины.
Следует примерно учесть, что давление рукоой на инструмент должно быть в пределах 2-5 кг, не более. Ну а при обратном (холостом) ходе назад, на инструмент не давим вообще. Ещё новичкам следует учесть, что шабрение выполняют за несколько переходов, а инструмент следует двигать в разных направлениях так, чтобы последующий ход (штрих) происходил с перекрытием предыдущего.
Точнее, чтобы последующий штрих проходил под углом в 45 — 90 градусов к предыдущему штриху. Так и появляется так называемый «мороз» различной формы, то есть симметрично расположенные риски (полоски) или клеточки, ну или ромбики (см. рисунок 7). Они так же способствуют удерживанию смазки на сопрягаемых друг с другом трущихся деталях, что важно (так же важно как и риски от хона, удерживающие моторное масло на поверхности цилиндров двигателей). Надеюсь с этим понятно новичкам, идём дальше.
При получистовом и чистовом шабрении лучше всего применять метод на себя, при котором шабер, имеющий длину примерно 45 — 55 см (иногда и более — зависит от роста работника) обхватываем за среднюю часть обеими руками, а верхняя часть своей рукояткой упирается в плечо работника. При этом стараемся расположить инструмент под углом в 75-80° по отношению к обрабатываемой поверхности.
При таком способе рабочим ходом инструмента является движение лезвия на себя и при таком способе работать гораздо удобнее, положение инструмента оказывается более устойчивым, соответственно улучшается качество обработки и к тому же достигается более высокая производительность (примерно в 1,5 — 2 раза) по сравнению с обычным способом шабрения.
Ну и ещё немаловажный момент — при этом способе длинный шабер лучше пружинит, что обеспечивает плавное врезание лезвия и гораздо бóльшую точность обработки.
Проверка качества шабрения.
Качество проверяют сначала внешним осмотром, и пришабренная поверхность не должна иметь глубоких следов шабера и царапин. Ну а точность шабрения проверяется количеством пятен, расположенных на площади квадрата, каждая из сторон которого равна 25 мм. В качестве квадрата применяют специальные рамочки (см. рисунок 7в) со сторонами равными 25 мм, которые несложно вырезать самому.
Приложив рамочку к пришабренной поверхности, далее следует посчитать количество пятен, находящихся внутри неё (внутри квадрата со сторонами 25 мм). Причём количество пятен на всей пришабренной поверхности определяют как среднее арифметическое значение, вычисленное из нескольких проверок на разных участках всей поверхности детали.
На площади, ограниченной рамкой 25х25 мм, для очень грубого шабрения достаточно добиться всего четырёх пятен; для грубого шабрения достаточно девяти пятен; для точного шабрения достаточно 16 пятен; ну и для очень точного шабрения необходимо добиться 20 — 25 пятен.
Точное шабрение. При точном шабрении не используется проверка на краску, а используют как правило грубую или среднюю полировальную пасту ГОИ (государственный оптический институт). После одного или двух проходов шабером по поверхности детали, разводят с помощью керосина полировальную пасту и наносят её на поверочную плиту. Затем на поверхность плиты уладывают деталь притираемой поверхностью и ведут притирку шабруемой поверхности до того момента, когда паста из зелёной превратится в чёрную и такой процесс повторяют три или четыре раза.
После этого тщательно очистив поверхность детали, осматривают поверхность, на которой появились блестящие пятна (которые означают выпуклости) и остались более тёмные пятна, означающие впадины. Теперь нужно снять с помощью шабера блестящие пятна, и вновь притереть поверхность пастой и повторить шабрение, пока не будет получена поверхность требуемого качества, которая определяется опять же с помощью рамочки, размером 25х25 мм.
При вышеописанном способе (с использованием пасты) следует учесть важное обстоятельство: полировальная паста способна срабатывать не только поверхность детали, но и поверхность поверочной плиты. Поэтому обязательно необходимо, до и после работы, тщательно контролировать состояние поверхности поверочной плиты, например с помощью лекальной линейки (на просвет — о величине отклонения от прямолинейности судят по размерам световой щели).
Несмотря на выше описные хлопоты с проверкой состояния плиты, использование пасты ГОИ позволяет повысить производительность точного шабрения в полтора-два раза.
Шабрение криволинейных поверхностей (вкладышей подшипников).
Шабрение криволинейных поверхностей, например вкладышей подшипников скольжения, имеет некоторые особенности. Во первых здесь применяют трёхгранные прямые или изогнутые шаберы (о них написано выше), ну и во вторых имеются отличия в работе.
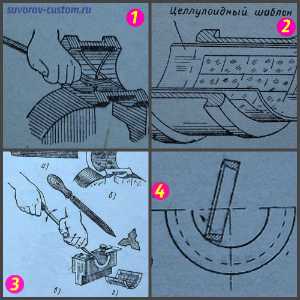
шабрение вкладышей: 1 — шабрение вкладыша полукруглым шабером, 2 — прозрачный целлулоидный шаблон сетка для проверки качества, 3 — шабрение фасонным трёхгранным шабером, 4 — шабрение кольцевым шабером.
Сначала наносят тонкий и равномерный слой краски на участок вала, который будет соприкасаться с вкладышем. Затем окрашенный вал укладывают на нижний вкладыш (вкладыши) и далее равномерно (крест на крест) и с небольшим усилием затягивают крышку подшипника. Затягиваем гайки крышки до такой степени, что бы вал можно было провернуть с некоторым усилием вправо-влево, на пару-тройку оборотов.
Можно на начальном этапе и не зажимать крышки подшипников, а просто укладывать вал в нижние вкладыши и немного прижав его, провернуть вправо влево на 2-3 оборота.
После этого откручиваем гайки и снимаем крышку подшипника и вал, и далее пришабриваем окрашенные места вкладыша (означающие выпуклости) перемещая инструмент по форме окружности вкладыша. Шабер наклоняем к поверхности вкладыша так, чтобы снимала металл средняя часть режущей кромки инструмента.
Инструменту придают небольшое вращательное движение и при этом одновременно прижимают к поверхности обрабатываемой детали. Далее повторяем проверку на краску и шабрение, пока не менее 3/4 площади поверхности вкладыша не будет равномерно покрыто пятнами краски.
Но более точно качество шабрения можно проверить если вырезать из картона шаблон, в котором имеется всё то же окошко 25х25 мм и приложить его (изогнув шаблон) к поверхности вкладыша. Если вкладыш имеет большой размер, то можно изготовить шаблон из прозрачного пластика (целлулоида — показан на рисунке чуть выше), на котором расчертить сетку, с ячейками опять же размером 25х25 мм.
Механизация шабрения. Шабрение является довольно трудоёмкой слесарно-подгоночной (доводочной) операцией. К примеру для шабрения чугунной поверхности площадью 2 квадратных метра, необходимо затратить более 100 часов труда квалифицированного работника. Поэтому механизация таких работ на производстве имеет большое значение.
Для механизированного шабрения применяют различные специальные приспособления, ускоряющие и облегчающие процесс шабрения. Это и пневматические шаберы, работающие по принципу отбойного молотка от действия сжатого воздуха, и электро-механические инструменты, работающие от электросети. У всех из них практически один и тот же принцип работы — это преобразование электроэнергии (или энергии давления воздуха) в возвратно поступательное движение режущей пластинки шабера.
Но всё же механическое шабрение подходит больше для больших площадей и объёмов работы на производстве. Поэтому подробно я не буду описывать его. Ну а ручной способ считается более точным и аккуратным, ну и подходит он лучше всего для гаражных мастеров и их мастерских.
Брак при шабрении и меры его предупреждения.
- Вид брака: полное перекрытие краской пришабриваемойповерхности металла. Причина брака: нанесение на поверочную плиту (или линейку) слишкомтолстого слоя краски. Мера предупреждения: осторожно наносим краску (берлинскую лазурь) тонким слоем.
- Вид брака: окрашивание края или середины пришабриваемой поверхности. Причина брака: неправильная предварительная обработка поверхности металла. Мера предупреждения: проверять правильность предварительной обработки поверхности.
- Вид брака: наличие блестящих полос на пришабриваемой поверхности металла. Причина брака: шабрение только в одном направлении. Мера предупреждения: производим шабрение в разных направлениях, что бы штрихи располагались под углами 45 — 60º.
- Вид брака: неравномерное расположение пятен на пришабриваемой поверхности. Причина брака: слишком сильный нажим на шабер, или шабрение слишком длинными штрихами. Мера предупреждения: при шабрении соблюдаем осторожность и не делаем сильный нажим на инструмент, а так же не делаем слишком длинные рабочие ходы инструмента. При черновом шабрении ход инструмента должен быть не более 10 — 15 мм, а при чистовом шабрении ход должен быть не более 5 — 10 мм.
- Вид брака: образование рисок на пришабриваемой поверхности металла. Причина брака: не качественная заправка (доводка) инструмента, или наличие заусенцев на его кромках, ну или попадание твёрдых примесей в краску. Мера предупреждения: проверяем качество заправки и состояние режущей кромки лезвия шабера. Далее проверяем его работу на ненужной детали. Проверяем качество и состав краски, кстати, если её наносить через тампон из мелко-пористой ткани, то вероятность попадания твёрдых частиц сводится к нулю.
- Вид брака: глубокие впадины на пришабриваемой поверхности. Причина брака: слишком сильный нажим на шабер. Мера предупреждения: заранее подготавливаем деталь к шабрению с помощью предварительного опиливания и чернового шабрения с малыми просветами. При шабрении не сильно давим на инструмент и снимаем стружку небольшой толщины.
- Вид брака: наличие заусенцев и шероховатостей на пришабриваемой поверхности. Причина брака: неправильная заточка и доводка шабера, а так же его неправильное движение при шабрении. Мера предупреждения: правильно затачиваем и доводим инструмент, чтобы исключить работу тупым лезвием, а так же читаем выше о правильном пользовании и правильных движениях инструмента.
- Вид брака: неточность пришабренной поверхности. Причина брака: применение неточного поверочного инструмента, или неправильное пользование им, или неправильное перемещение шабруемой детали по поверочному инструменту (или наоборот инструмента по детали) при проверке на краску. Мера предупреждения: своевременно проверяем точность (или прямолинейность) поверочного инструмента, а так же содержим в чистоте рабочие поверхности поверочного инструмента и поверхности деталей. Ну и не нажимаем сильно на поверочный инструмент при проверке на краску (правильно пользуемся инструментом).
Вот вроде бы и всё, если ещё что то вспомню, то обязательно допишу. Надеюсь, что описанный здесь инструмент — шабер, да и сам процесс шабрения, я описал достаточно подробно и этот материал будет полезен начинающим мастерам, успехов всем.
suvorov-castom.ru
Инструмент шабер – как применять его максимально эффективно? + Видео
Слесарный инструмент шабер используется для обработки трущихся поверхностей с малой шероховатостью для получения точной формы и размера и обеспечения максимального прилегания и герметичности соединения. Как правило, шабером срезается мелкая стружка на поверхности, которая предварительно была обработана другими режущими инструментами.
1 Инструмент для шабрения – виды и функции
Шабрение является достаточно трудоемким процессом, который в отдельных случаях требует ювелирной точности. На практике слесарные работы по металлу, при которых применяется шабер, составляют около 25 процентов от общего числа. Именно поэтому на современном этапе происходит активная механизация работ и все чаще применяются станки или электрический инструмент.
Шабер состоит из заменяемых пластин в рабочей части, металлического корпуса, специального винта и рукоятки. Трехгранный шабер может быть цельным или составным (оснащенным пластинами из твердосплавной стали). При этом инструменты различаются между собой по форме кромки, которая может быть плоской (выполнена в виде прямой пластины с прямым или изогнутым концом), трехгранной или фасонной (под форму обрабатываемой детали). Режущие грани шабера бывают односторонними или двусторонними, их выбирают в зависимости от сложности работ и материала рабочей поверхности детали.
Шабер изготавливается из углеродной стали различных марок и прочности (У10, У12, У12а) или из легированной стали соответствующих марок. Его длина может варьироваться в пределах 190-550 миллиметров, а ширина зависит от способа шабрения (от 5 до 75 миллиметров). Трехгранный шабер в основном применяется для обработки цилиндрических поверхностей, а шаберы с пластинами из твердых сплавов – для обработки тяжелых металлов. Фасонные шаберы используются преимущественно для замкнутых контуров, канавок и других труднодоступных поверхностей.

Слесарный шабер из углеродной стали
Рекомендуем ознакомиться
Существуют также дисковые шаберы, у которых режущая часть выполнена в виде закаленного стального диска с закрепленной к корпусу гайкой, что позволяет экономить время при заточке, так как можно использовать последовательно и равномерно всю поверхность диска. Еще более эффективным ручным вариантом является инструмент с шестигранной пластиной, так как каждую грань можно подвергать универсальной заточке для работы с поверхностями различных металлов. Набор пластин для такого шабера изготовлен из твердой стали, а процесс замены не занимает много времени.
Следует понимать, что составные шаберы легче по весу и более удобны в работе за счет того, что в процессе шабрения они пружинят, а это позволяет повысить точность процесса.
Что касается норм ГОСТа, то для шабрения и шабера они не предусмотрены. Существуют определенные виды шаберов, которые принято считать универсальными, а в остальных случаях пластины для инструмента и его составные части изготавливаются по специальному заказу под конкретный вид шабровочных работ и нужды работников на производстве.
2 Как правильно пользоваться шабером?
Перед тем, как выбрать набор шаберов по металлу, составных, электрических или обычных, необходимо определить степень сложности работ. В первую очередь следует осмотреть поверхность на предмет необходимости более грубой обработки, например, фрезеровки или строгания. Если по краям металла обнаруживаются острые кромки, их необходимо предварительно зачистить напильником, после чего можно измерить уровень зазора, это можно сделать с помощью линейки, бруска. Поверхность готова к шабрению, в случае если зазор не превышает 0,05 мм.
Перед началом работ поверхность накладывается на проверочную слесарную плиту, на которую наносится тонкий слой шабровочной краски. Краска может быть изготовлена из разных материалов, однако чаще используется сочетание машинного масла с сажей или синькой. Далее поверхность передвигается по плите равномерными, поступательными движениями, после чего по пятнам краски, которые остались на поверхности, и определяются места шабрения.

Шабрение плиты
Процесс шабрения длится в несколько циклов, после каждого из которых проверку с помощью окрашенной пластины необходимо проводить снова до получения желаемого результата. Сам процесс может быть грубым, точным, тонким или чистовым (зависит от приема шабрения, инструмента и конечной цели работ). Сам трехгранный инструмент при этом должен быть максимально правильно заточен, а длину режущей кромки следует выбирать, исходя из твердости металла. Чем он тверже, тем уже должно быть лезвие.
Для эффективной работы этим инструментом важно соблюдать геометрию резки. Стандартная величина заострения угла равна 90 градусов, однако в некоторых случаях рекомендуется уменьшать или увеличивать угол путем заточки, особенно если речь идет о твердых металлах. Например, угол заострения для обработки чугуна должен быть в пределах 90-100 градусов, стали - 75-90, а для легких металлов не выше 45 градусов.
Трехгранный шабер затачивается на автоматических и полуавтоматических станках с помощью наждачного круга различной зернистости (от 30 до 60) и твердостью СМ1-3, а пластины из твердой стали точатся на специальных шлифовальных кругах с применением охлаждения. После заточки необходимо также проводить правку лезвий с помощью абразивных кругов, чтобы убрать все неровности и заусенцы, которые снижают качество шабрения.
3 Электрический вариант – универсальность и удобство
Для ускорения процесса шабрения поверхностей можно пользоваться механизированным оборудованием. Электрический шабер состоит из электромотора определенной мощности, редуктора, вала, шатуна и специальной насадки, которая легко затачивается и меняется. Качественный электрический инструмент способен в несколько раз ускорить процесс обработки, однако цена механизированной машины достаточно высока, поэтому многие слесари предпочитают работать "по старинке", тем более что в качестве плоского шабера можно использовать вышедший из строя напильник.

Электрическое оборудование для шабрения
Однако электрический шабер можно применять не только для обработки металлических поверхностей, при правильном подходе из него можно сделать универсальный инструмент для ремонта, который пригоден для шлифовки или снятия ненужного слоя краски, штукатурки с потолка или стен. Многие модели имеют набор пластин-насадок, которые можно использовать при работе с пластиком, древесиной, бетоном и другими поверхностями. В отличие от другого электрического оборудования, шаберы обладают небольшой массой и удобными креплениями для насадок различного диаметра и формы.
tutmet.ru
Назначение шабрения - Шабрение плоской поверхности - Совершенствование навыков выполнения слесарных и токарных работ
Шабрение — это слесарная операция, при которой режущим инструментом — шабером с поверхности изделия снимают (соскабливают) мельчайшие стружки. Шабрят, как правило, после обработки резцом, напильником или другим режущим инструментом.
Шабрят чаще всего тогда, когда нужно пригнать поверхности двух деталей так, чтобы они прилегали друг к другу наиболее плотно. Так, шабрят направляющие станин токарных станков, суппортов, а также поверхности подшипников скольжения.
Шабрение — трудоемкая операция, требующая большой затраты времени, так как приходится постепенно снимать с обрабатываемой поверхности очень тонкие слои металла; при тонком шабрении за один ход шабера снимают стружку толщиной до 0,01 мм.
Чтобы выявить, какие места необходимо шабрить, изделие кладут обрабатываемой поверхностью на поверочную плиту, покрытую тонким слоем краски. Легко нажимая изделие, перемещают его в разных направлениях. В результате выступающие места на поверхности изделия покрываются пятнами краски. Эти места и обрабатывают шабером.Вопросы
- Что называется шабрением?
- Для чего применяют шабрение?
- Какие детали и части станков шабрят?
Виды шаберов
Поверхности шабрят односторонними и двусторонними шаберами.
По форме рабочей поверхности шаберы делятся на плоские, трехгранные, фасонные. Шаберы изготовляют из углеродистой инструментальной стали и закаливают их режущую часть.
По форме режущих концов шаберы различают прямые и изогнутые. Плоскими шаберами обрабатывают прямолинейные поверхности.
Плоский шабер
Шаберами с изогнутыми концами обрабатывают поверхности в острых углах или мягкие металлы (например, алюминий).
| Шаберы с изогнутыми концами |
Двусторонний плоский шабер служит для тех же целей, что и односторонний, но имеет больший срок службы.
Длина плоских односторонних шаберов составляет 200 — 300 мм, а двусторонних — 200 — 400 мм. Ширина шабера для чернового и получистового шабрения — 20 — 30 мм, для чистового — 15 — 20 мм. Угол заострения у шаберов чернового и получистового шабрения — 60 — 75°, для чистового — 90°.
| Трехгранные шаберы |
Трехгранными шаберами, которые, как правило, выпускают только односторонними, обрабатывают вогнутые и цилиндрические поверхности. Нередко трехгранные шаберы делают из сработанных трехгранных напильников. Длина трехгранных шаберов — 100 — 150 мм.
Вопросы
- Какие бывают виды шаберов?
- Для чего применяют плоские шаберы?
- Для чего используют трехгранные шаберы?
«Слесарное дело», И.Г.Спиридонов,Г.П.Буфетов, В.Г.Копелевич
В процессе работы шаберы тупятся; поэтому их затачивают на электроточилах с корундовым кругом. Заточку ведут торцовой или боковой поверхностью круга. Вначале затачивают торец, а затем грани шабера. Заточка плоского шабера а — торца; б — грани; в — заточенные режущие кромки. После этого шабер доводят. При заточке нажимать шабер надо сильно. Заточку следует вести с…
Поверочными плитами и линейками проверяют качество шабрения. По форме поверочные плиты бывают квадратные и прямоугольные. Размеры плит от 200X210 мм до 1000X1500 мм. Плиту квадратной или прямоугольной формы определенного размера отливают из серого чугуна. Плиту делают пустотелой для облегчения; ребра жесткости увеличивают ее прочность. Рабочая поверхность плиты ровная, хорошо обработанная. За две ручки плиту поднимают….

У пришабренной поверхности штрих должен быть мелкий и равномерный. Поверхность не должна иметь царапин и глубоких следов шабера. Количество и точность шабрения проверяют подсчитав количество пятен краски на площади 25Х25мм. Проверяют поверхность путем наложения на нее квадратной поверочной рамки. Рамку можно сделать из тонкого листового металла или из картона в учебных мастерских школы. Количество пятен…
www.ktovdome.ru








Поиск по сайту
Email рассылка
Узнавай первым
об обновлениях на сайте по Email БЕСПЛАТНО! Как только на сайте появятся новые посты, видео или фото, Ты сразу же будешь извещен об этом одним из первых.
Новое на сайте
Новое на форуме
Нет сообщений для показа
